Машина для профилирования дверных коробок работает под управлением сложной системы управления ПЛК.. Изначально, материал разматывается из разматывателя и проходит через многороликовую правильную систему, обеспечение плавного, плоская поверхность перед входом в стадию формования. Благодаря серии точных процессов валкового прессования и штамповки., материал принимает форму, с последующей точной резкой с помощью встроенного отрезного станка. Для дополнительной эффективности, дополнительный укладчик на поддоны может автоматически и легко укладывать готовую продукцию.
Компоненты и детали профилегибочной машины для производства дверных коробок
| Нет. | Элемент | Спецификация | Примечание |
|---|---|---|---|
| 1 | Металлический разматыватель (с тележкой для кормления) | 3Т / 5Т / 8Т / 10Т / 15Т / 20Т | Приводится в действие двигателем или гидравлическим двигателем для надежной размотки материала. |
| 2 | Устройство подачи | Регулируемая ширина: 300мм–850 мм | Оснащен выравнивающими роликами для точного выравнивания материала. |
| 3 | Передний сдвиг | Варианты автоматической или ручной резки. | Гибкая работа с учетом производственных потребностей |
| 4 | Профилегибочная машина | Скорость: 15м/мин–30 м/мин | Изготавливается на основе чертежей профиля, предоставленных заказчиком. |
| 5 | Защитная крышка | Ограждение или защитное покрытие | Разработан для обеспечения безопасности оператора и защиты оборудования. |
| 6 | Резка панелей | Фиксированная или следящая резка | Привод от двигателя или гидравлического двигателя для точной резки. |
| 7 | Система вывода | Ручной держатель или автоматический укладчик на поддоны | Упрощенное управление для эффективных производственных рабочих процессов |
| 8 | Направление укладки панелей | Параллельно или перпендикулярно | Конфигурируется в соответствии с конкретными требованиями заказчика |
| 9 | Смазочная система | Автоматическая смазка подшипников | Продлевает срок службы оборудования и обеспечивает его бесперебойную работу. |
| 10 | Гидравлическая система | Приводит в действие разматыватель и режущий станок | Надежная система для стабильной и эффективной работы |
| 11 | Электрическая система управления | Панель управления ПЛК и ЧМИ | Интуитивно понятный интерфейс для бесперебойной работы и точного управления. |
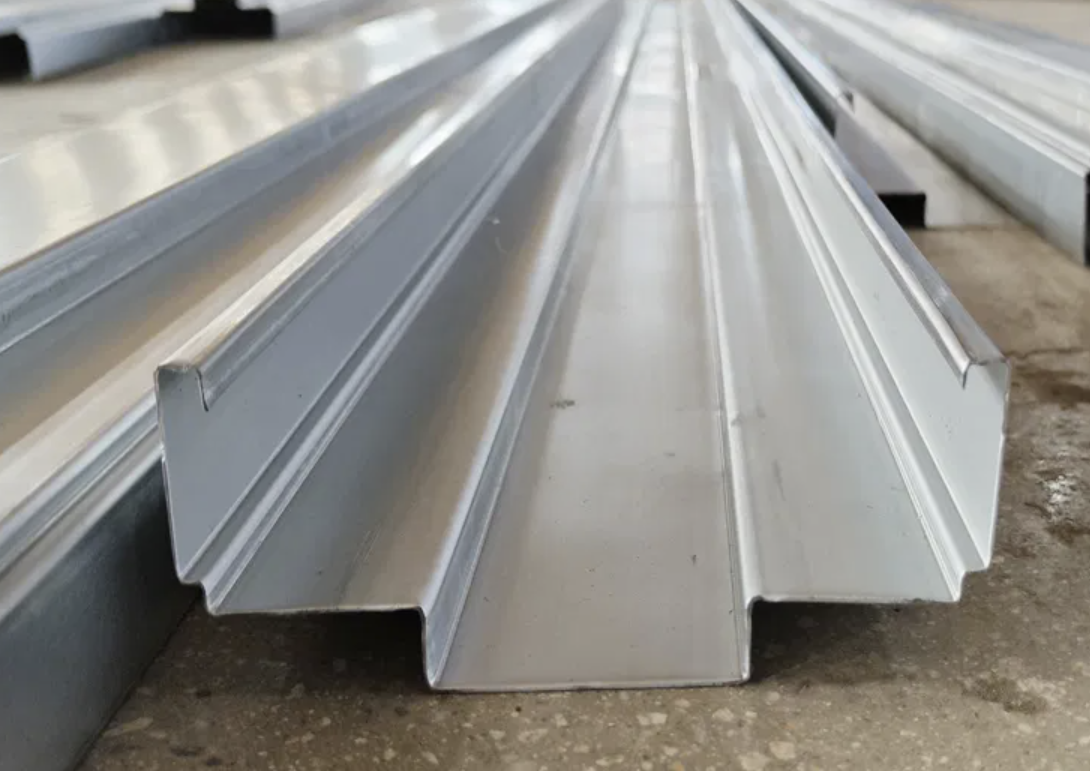
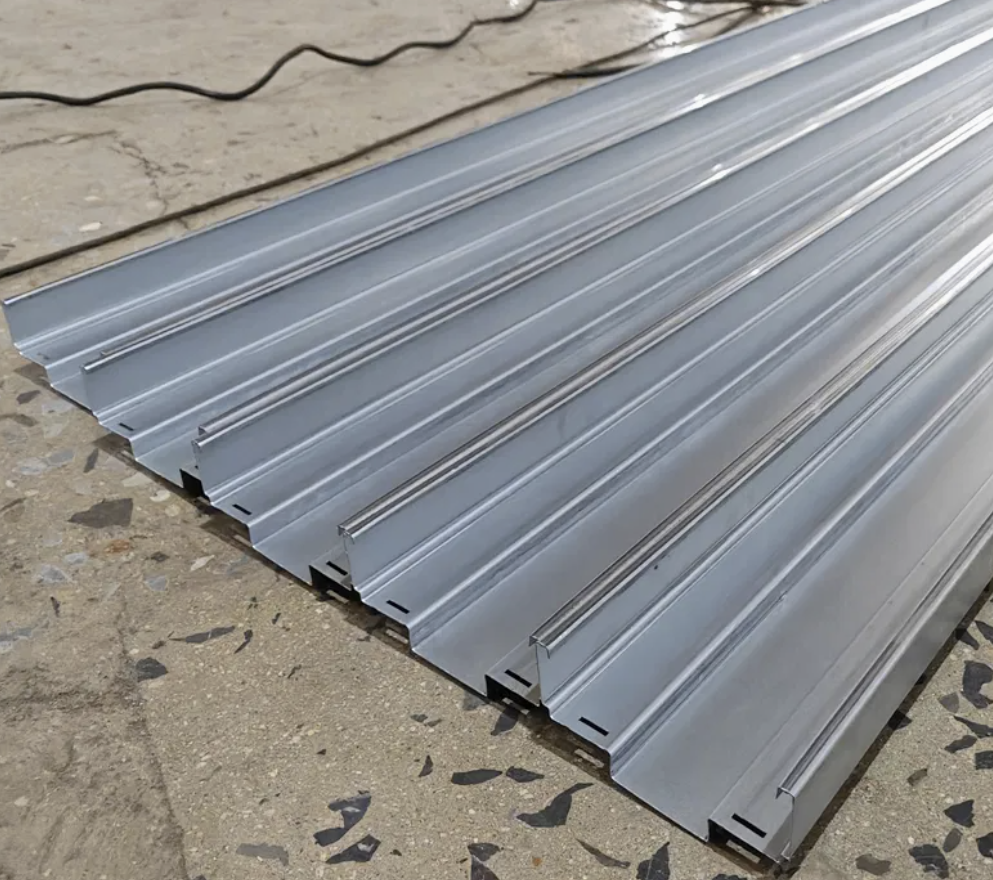
Производство дверных коробок варьируется в зависимости от толщины стен и региональных стандартов., но самым передовым и надежным методом на сегодняшний день является линия профилирования рулонов. Этот инновационный подход обеспечивает непрерывное, точный, и налаженное производство высококачественных дверных коробок.Ключевые преимущества использования линии для профилирования дверных коробок
-
- Универсальное производство: Одна профилегибочная машина может производить самые разнообразные типы дверных коробок., легко приспосабливается к разной ширине и высоте, предлагая непревзойденную гибкость для удовлетворения разнообразных требований к дизайну.
- Прецизионная интеграция петель и замков: Процесс профилирования плавно включает в себя штамповку петель и замков во время производства., обеспечение точного размещения и расширенной функциональности без дополнительных действий.
- Регулируемая толщина материала: Профилегибочные машины могут обрабатывать сталь различной толщины., позволяя производителям производить дверные коробки с учетом конкретных потребностей — легкие для стандартного использования или более тяжелые для повышения долговечности..
Параметры продукта
| Особенность | Стандартная модель | Высокоскоростная модель |
|---|---|---|
| Рабочая скорость | 10–15 м/я | 15–30 м/м |
| Потребляемая мощность | 5.5–11 кВт | 11–22 кВт |
| Размеры (Д × Ш × В) | 14 × 2.3 × 2.2 м | 14 × 2.3 × 2.2 м |
| Вес машины | 8–12 тонн | 10–16 тонн |
| Ширина материала | 300–850 мм | 300–850 мм |
| Толщина материала | 0.3–3,0 мм (G550–G300) | 0.3–3,0 мм (G550–G300) |
| Совместимые материалы | Цветная сталь, Нержавеющая сталь, Оцинкованная сталь, Алюминиевый лист | Цветная сталь, Нержавеющая сталь, Оцинкованная сталь, Алюминиевый лист |
| Роликовые станции | 12–18 | 18–26 |
| Система передачи | Гидравлический двигатель | Серводвигатель |
| Режущий механизм | Непрерывный летучий рез с гидравлическим цилиндром | Непрерывный летучий рез с гидравлическим цилиндром |
| Система упаковки (Необязательный) | Полностью автоматизированная система штабелирования | Полностью автоматизированная система штабелирования |
| Система управления | ПЛК и управление серводвигателями, Человеко-машинный интерфейс, Сеть предупреждений безопасности, Сигнальная лампа | ПЛК и управление серводвигателями, Человеко-машинный интерфейс, Сеть предупреждений безопасности, Сигнальная лампа |