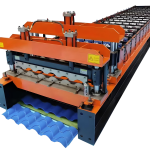
Знакомство с формовочными машинами для производства гребневых крышек
Профилегибочные машины для изготовления коньковых крышек — это специализированное оборудование, предназначенное для производства коньковых крышек., которые являются важнейшими компонентами кровельных систем. Эти машины превращают металлические рулоны в коньки точной формы, которые закрывают вершину, где встречаются два ската крыши., обеспечение водонепроницаемости и эстетичного вида отделки. Коньковые колпаки необходимы для защиты зданий от воздействия окружающей среды., например, проникновение дождевой воды, и повышение долговечности конструкции. В отличие от традиционных методов кровли, профилирование обеспечивает высокую точность, эффективность, и настройка, что делает его предпочтительным выбором в современном строительстве. В этой статье представлено подробное, научный анализ машин для профилирования коньковых крышек, включая принципы их работы, технические характеристики, показатели производительности, и сравнительные преимущества перед альтернативными методами производства.


Принципы работы и рабочий процесс
Машина для формования коньковых крышек работает по систематическому процессу, который обеспечивает стабильное производство высококачественных коньковых крышек.. Рабочий процесс начинается с автомобиль для зарядки катушки (необязательный) который загружает металлическую катушку на разматыватель, который может быть пассивным или автоматическим, в зависимости от конфигурации машины. Разматыватель разматывает катушку, подавая его в стол для кормления и направляющий выравнивает материал для точного формования. Дополнительный блок прикрытия съемок наносит защитные слои для повышения коррозионной стойкости. Суть процесса заключается в система формования рулонов, где ряд роликов постепенно формирует из металла желаемый профиль конька.. Для конкретных дизайнов, а ступенчатый перфоратор создает перфорацию или прорези по мере необходимости. Постформинг, а гидравлическая или моторизованная система последующей резки обрезает конек до указанной длины. Окончательно, Готовый продукт собирается через ручной сторонник или автоматизированный мастер штабеля. Этот оптимизированный процесс обеспечивает высокую производительность., обычно варьируется от 10 к 30 метры в минуту, в зависимости от технических характеристик машины. Точность каждого этапа сводит к минимуму отходы материала, с процентом брака часто ниже 2%, и обеспечивает точность размеров в пределах ±0,5 мм..
Технические характеристики и параметры
Понять возможности машин для профилирования коньковых крышек., важно изучить их технические характеристики. В таблице ниже приведены типичные параметры стандартной машины для профилирования гребневых крышек., с вариациями, основанными на настройке:
| Параметр | Спецификация |
|---|---|
| Тип материала | Оцинкованная сталь, алюминий, нержавеющая сталь, или сталь с цветным покрытием |
| Толщина материала | 0.3–0,8 мм (стандартный), до 1.2 мм для моделей повышенной прочности |
| Ширина материала | 300–600 мм (настраивается в зависимости от профиля) |
| Скорость формирования | 10–30 м/м (регулируется в зависимости от мощности двигателя и сложности профиля) |
| Роликовые станции | 12–18 станций (зависит от дизайна профиля) |
| Материал ролика | 45# сталь с хромированием или Cr12MOV для повышения долговечности |
| Система резки | Гидравлические ножницы или серводвигатель, с допуском резки ±0,5 мм |
| Источник питания | 380В/50 Гц/3 фазы (настраивается на 220 В или другие стандарты) |
| Мощность главного двигателя | 5.5–11 кВт (в зависимости от толщины материала и скорости формовки) |
| Гидравлическая станция Power | 3–5,5 кВт |
| Система управления | ПЛК (Программируемый логический контроллер) с сенсорным интерфейсом |
| Вес машины | 3–8 тонн (зависит от размера и конфигурации машины) |
| Размеры машины | 6–10 м (л) х 1,5–2 м (Вт) х 1.5 м (ЧАС) |
Эти характеристики подчеркивают универсальность машины при работе с материалами различной толщины., что делает его пригодным для различных кровельных применений. Система управления ПЛК обеспечивает точную работу., с погрешностью ниже 0.1% для точности длины и профиля, повышение надежности при крупносерийном производстве.
Профиль Ridge Cap

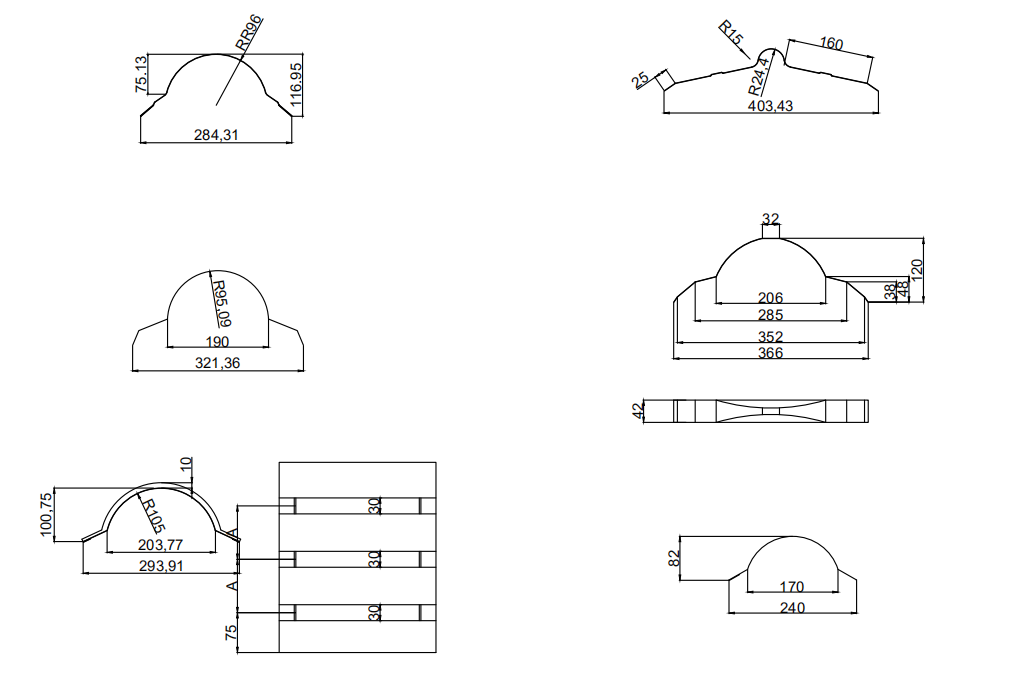



Чертеж макета линии изготовления перекрытия хребта

Сравнительный анализ: Профилирование против. Традиционные методы
Производство конькового колпака также может быть достигнуто путем ручной гибки., прессовое торможение, или экструзия. Однако, профилирование предлагает явные преимущества. Сравнительный анализ представлен ниже.:
| Критерии | Профилирование рулонов | Ручная гибка | Прессовое торможение |
|---|---|---|---|
| Скорость производства | 10–30 м/м | 1–2 м/м | 5–10 м/я |
| Материальные отходы | <2% | 5–10% | 3–5% |
| Точность размеров | ±0,5 мм | ±2–3 мм | ±1 мм |
| Требование к рабочей силе | 1–2 оператора | 3–5 операторов | 2–3 оператора |
| Гибкость настройки | Высокий (регулируемые ролики и ПЛК) | Низкий (ручные настройки) | Умеренный (необходимы изменения в инструментах) |
| Первоначальные инвестиции | Высокий ($20,000–$100 000) | Низкий ($1,000–5000 долларов США) | Умеренный ($10,000–$50,000) |
| Стоимость обслуживания | Умеренный (регулярная смазка, роликовые проверки) | Низкий (минимальное оборудование) | Умеренный (обслуживание гидравлической системы) |
Профилирование отличается высокой скоростью, точность, и масштабируемость, что делает его идеальным для крупномасштабного производства. Ручная гибка, при этом экономически эффективен для небольших партий, неточность и трудоемкость. Прессовое торможение предлагает компромиссный вариант, но требует частой смены инструмента для разных профилей., снижение эффективности. Данные отраслевых исследований показывают, что профилирование снижает производственные затраты на 20–30 % по сравнению с прессовым прессованием при больших объемах производства, превышающих 10,000 метров в год.
Материальные соображения и показатели производительности
Выбор материала существенно влияет на характеристики коньков, производимых на профилегибочных машинах.. Оцинкованная сталь (предел текучести: 235–345 МПа) является наиболее распространенным из-за своей коррозионной стойкости и экономичности., с типичной продолжительностью жизни 20–30 лет в умеренном климате.. Алюминий (предел текучести: 90–150 МПа) легче и устойчивее к коррозии, но стоит на 20–40% дороже.. Нержавеющая сталь (предел текучести: 300–600 МПа) используется для применений премиум-класса из-за своей превосходной долговечности, но на 50–80% дороже, чем оцинкованная сталь.. Сталь с цветным покрытием улучшает эстетику, но требует осторожного обращения во избежание повреждения поверхности во время формовки..
Показатели производительности для коньковых крышек включают: предел прочности, устойчивость к атмосферным воздействиям, и эффективность установки. Коньковые крышки, изготовленные методом прокатки, обычно достигают прочности на разрыв 300–500 МПа., в зависимости от материала. Устойчивость к атмосферным воздействиям количественно определяется по результатам испытаний в солевом тумане., с оцинкованной сталью, выдерживающей 500–1000 часов до начала коррозии, по сравнению с 1500–2000 часами для нержавеющей стали. Эффективность установки повышается за счет точного формования валков., сокращение корректировок на месте до 40% по сравнению с согнутыми вручную крышками.
Вызовы и инновации
Несмотря на свои преимущества, Машины для профилирования коньковых крышек сталкиваются с проблемами, включая высокие первоначальные затраты и необходимость в квалифицированных операторах для управления сложными системами ПЛК.. Несоответствие подачи материала может привести к дефектам профиля., требующие регулярной калибровки. Инновации решают эти проблемы. Например, усовершенствованные системы с сервоприводом повышают точность резки до ±0,2 мм., а автоматическое выравнивание материала сокращает время наладки на 15–20 %. Последние разработки в области гибридных профилегибочных машин включают в себя 3D-сканирование для контроля точности профиля в режиме реального времени., снижение уровня брака до уровня ниже 0.5%. Кроме того, экологически чистые конструкции включают энергоэффективные двигатели, снижение энергопотребления на 10–15% по сравнению с традиционными моделями.
Машины для профилирования коньковых крышек представляют собой вершину точности и эффективности в производстве компонентов кровли.. Их способность производить высококачественные, индивидуальные коньковые заглушки в больших масштабах делают их незаменимыми в современном строительстве. Используя передовые системы управления, прочные материалы, и инновационный дизайн, эти машины превосходят традиционные методы по скорости, точность, и экономическая эффективность. По мере развития отрасли, текущие достижения в области автоматизации и материаловедения еще больше расширят их возможности., обеспечение соответствия растущим требованиям устойчивых и устойчивых кровельных систем.. Для заинтересованных сторон, ищущих высокоэффективные кровельные решения, инвестиции в профилегибочную машину для изготовления гребневых крышек обеспечивают убедительный баланс качества., эффективность, и долгосрочная ценность.